
Anodizacija (znana tudi kot anodna oksidacija) je elektrokemijski proces, ki omogoča pridobitev kompaktne plasti oksida na kovinski površini obdelanega kosa. Ta proces uporablja električni tok in njegovo ime izhaja iz dejstva, da se del, ki ga je treba obdelati, poveže z anodo elektrolitske celice.
Anodizacija je glavna zaščitna obdelava, ki se izvaja na aluminiju. Druge kovine, ki jih je mogoče zlahka anodizirati, so titan in magnezij.
Anodizacija aluminija
Prvi proces anodizacije, razvit v desetletju 1920-1930, je temeljil na kromovi kislini. Takšna prevleka, imenovana kromna anodizacija, se zdaj izvaja le za nekatere specifične sektorje, kot sta vojaški in letalski, zaradi karcinogenosti kromovih soli.
Trenutno je najbolj razširjen in najbolj uporabljan proces anodizacije tisti na osnovi žveplove kisline.
Kosi, ki jih je treba obdelati, se potopijo v 20-odstotno raztopino žveplove kisline, ki deluje kot elektrolit. Na aluminijast kos se priključi pozitivni pol, medtem ko se negativni pol poveže s katodo, prisotno v raztopini. Z dovajanjem toka v elektrolitsko celico se na površini kosa, ki ga je treba obdelati, razvijejo kisikovi ioni, ki se v kombinaciji z atomi aluminija oblikujejo v trdo in kompaktno plast aluminijevega oksida z odličnimi lastnostmi:
- odpornost proti koroziji
- odpornost proti obrabi
- trdota
- enotnost debeline
- možnost barvanja s pigmenti, ki prodrejo v plast oksida
- dielektrična izolacija
Struktura plasti oksida
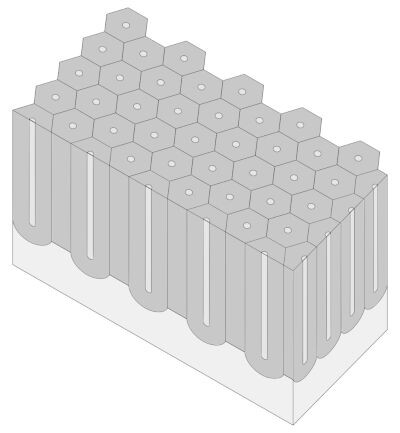
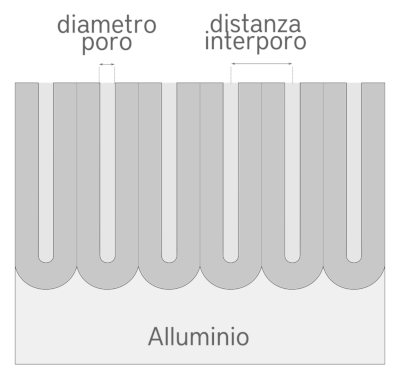
Aluminijev oksid, oblikovan s procesom anodizacije v žveplovi kislini, ima stolpčasto strukturo v obliki satovja, s celicami šesterokotne oblike in s centralno poroznostjo, ki se razteza skoraj po celotni globini. Proces trde anodizacije oblikuje poroznost s premerom približno 20-40nm in razdaljo med porami približno 100nm.
Obstajata dve vrsti anodizacije z različnimi površinskimi lastnostmi in različnimi procesnimi parametri:
| Vrsta anodizacije | Lastnosti |
|---|---|
| Naravna anodizacija ali dekorativna OX-A | Uporablja se za zagotovitev dobre odpornosti proti koroziji v neagresivnih okoljih in zmerne odpornosti proti obrabi in praskam. Uporablja se na dekorativnem področju, saj se jo lahko barva v različne barve. |
| Trda anodizacija OX-HS - OX-W | Uporablja se na delih precizne mehanike za zagotovitev odlične odpornosti proti koroziji in obrabi, visoke trdote in odpornosti v agresivnih okoljih. |
Trda anodizacija aluminija
S pojmom trda anodizacija se označuje prevleka aluminijevega oksida, ki je zelo trda in kompaktna, z večjimi debelinami v primerjavi z dekorativno anodizacijo. Uporablja se predvsem v precizni mehaniki na delih, mehansko obdelanih iz polnega materiala, na ekstrudiranih, litih, tlačno litih in valjanih kosih z namenom povečanja odpornosti proti koroziji, trdote in odpornosti proti obrabi.
Referenčni tehnični standardi
Tehnični standardi in mednarodni standardi, povezani s trdo anodizacijo, so naslednji:
| Standard / Norma | Naslov |
|---|---|
| ISO 10074 | Anodizing of Aluminium and its alloys - Specification for hard anodic oxidation coatings on Aluminium and its alloys |
| MIL-A-8625 | ANODIC COATINGS FOR ALUMINUM & ALUMINUM ALLOYS - Type III: Hard Anodic Coatings |
| UNI 7796 | Rivestimenti per ossidazione anodica dell’alluminio e leghe di alluminio - Ossidazione anodica a spessore - Requisiti e istruzioni generali di controllo |
Estetski videz
Trda anodizacija prevzame morfologijo površine kosa in zato je mogoče ohraniti površinske obdelave aluminija tudi po anodizaciji (npr. polirana, satinirana, krtačena, granulirana, peskana itd.)
Prevleka dobi samoobarvanje, ki je zelo odvisno od uporabljene aluminijeve zlitine in se lahko spreminja med sivo, temno sivo in rjavo. Po obdelavi se lahko površina pigmentira s črnim, modrim ali rdečim barvilom. Ti pigmenti prodrejo v notranjost plasti anodizacije in jo obarvajo. Ker je osnovna barva anodiziranega sloja temnega odtenka, za razliko od obdelav naravne anodizacije, obdelave trde anodizacije dobijo globoko črno, temno modro in temno rdečo barvo. Debelina vpliva tako, da prevleka postane temnejša z večanjem debeline. Zlitine, ki vsebujejo veliko bakra, dobijo bronast videz, zlitine, ki vsebujejo veliko silicija (>12%), pa lahko imajo neenakomerno barvo. Trda anodizacija, ki ima temno obarvan odtenek, se dobro obarva s temnimi in prekrivnimi barvami in običajno se izbere črna barva, tako zaradi odličnega estetskega učinka kot tudi za poenotenje barve v prisotnosti različnih zlitin.
Zlitine aluminija, primerne za anodizacijo
Vse aluminijeve zlitine je mogoče anodizirati, z nekaj majhnimi izjemami. Največje težave se pojavljajo pri zlitinah, ki vsebujejo elemente, različne od aluminija, v velikih količinah, saj le aluminij prispeva k oblikovanju plasti oksida. Iz tega sledi, da zlitine, ki vsebujejo velike količine bakra, kot so tiste iz serije 2000, ne morejo doseči velikih debelin in plast oksida bo rahlo manj kompaktna in manj odporna proti koroziji in obrabi. Zlitine, ki vsebujejo silicij v količini, večji od 12%, lahko kažejo manjšo debelino in enotnost prevleke s posledično manjšo odpornostjo proti koroziji, obrabi in včasih neenakomernostjo barve.
Debelina anodizacije
Posebna značilnost anodizacije je možnost prevlečenja kosov z enakomerno in kalibrirano debelino na skoraj vseh površinah. Izjema so lahko luknje majhnega premera in zelo globoke, za katere je treba posamično oceniti sposobnost prodiranja prevleke.
Standardna debelina trde anodizacije je 30-50µm, vendar se lahko izberejo manjše ali večje debeline glede na specifične potrebe. V prisotnosti zelo ozkih toleranc se debelina anodizacije zmanjša in/ali določi strožja toleranca, na primer 30±5µm.
Dimenzijska rast
Debelina obdelave raste za 50% navzven in za 50% navznoter od površine aluminijastega kosa. Radialno dimenzijsko povečanje je torej enako polovici debeline obdelave.

Odpornost proti koroziji
Trda anodizacija ima večjo odpornost proti koroziji v primerjavi z dekorativno anodizacijo zaradi večje debeline in višje kompaktnosti plasti oksida. To odpornost lahko zmanjša poroznost, prisotna v prevleki, ki je prvi sprožilec korozije. Za povečanje odpornosti proti koroziji se zato izvede obdelava po anodizaciji, imenovana fiksiranje. Obstajajo različne vrste fiksiranja in dve najbolj uporabljeni v industriji in mednarodno priznani sta:
- fiksiranje na toplo: potopitev v vodo pri temperaturi približno 95°C, ki omogoča površinsko hidratacijo plasti aluminijevega oksida in zapre poroznost, kar omogoča boljšo odpornost proti koroziji.
- fiksiranje na hladno: potopitev v raztopino nikljevega fluorida pri sobni temperaturi. Niklove soli prodrejo v poroznost prevleke in izboljšajo odpornost proti koroziji.
Fiksiranje na toplo, čeprav je energetsko potratno, ker ga je treba vzdrževati pri 95°C, se vedno bolj uporablja v škodo tistega na osnovi nikljevih soli, ki so rakotvorne in lahko povzročijo kožne alergije. Na področju živilska industrija, na primer, fiksiranje na osnovi niklja ni mogoče uporabiti.
Anodizacija se odlično upira koroziji v stiku z alkoholi, ogljikovodiki in nevtralnimi raztopinami. Kisle ali bazične raztopine raztopijo aluminijev oksid in izničijo učinek bariere za zaščito pred korozijo. Hitrost raztapljanja plasti anodizacije je sorazmerna s kislostjo ali bazičnostjo raztopine in večja v primeru bazičnih raztopin.
Trda anodizacija OX-W je obdelava, razvita posebej za povečanje že odlične odpornosti proti koroziji trde anodizacije. Pri nekaterih zlitinah omogoča doseganje 1000 ur izpostavljenosti nevtralni solni megli po ISO 9227, brez pojava korozije. OX-W je poleg tega primeren za zaščito zlitin z visokim deležem silicija, ki bi lahko pri standardnem procesu anodizacije naletele na težave.
Trdota, gostota in odpornost proti obrabi
Trda anodizacija ima visoko trdoto, ki se spreminja glede na uporabljeno aluminijevo zlitino.
Specifikacija ISO 10074 določa minimalno trdoto, ki jo morajo imeti nekatere zlitine. Trdota se meri v skladu z ISO 4516 na plasti z debelino med 25-50µm in z obremenitvijo 50g HV 0.05.
| Zlitina | Trdota po Vickersu |
|---|---|
| Zlitine za plastično obdelavo | 400 HV |
| Serija 2000 | 250 HV |
| Serija 5000 z magnezijem >2% | 300 HV |
| Serija 7000 | 300 HV |
| Zlitine za litje z bakrom <2% in/ali silicijem <8% | 250 HV |
Gostota, izmerjena v skladu z ISO 2106 na prevleki 50µm ± 5µm brez fiksiranja, mora imeti naslednje minimalne vrednosti:
| Zlitina | Gostota prevleke |
|---|---|
| Zlitine za plastično obdelavo | 1100 mg/dm2 |
| Serija 2000 | 950 mg/dm2 |
| Serija 5000 z magnezijem >2% | 950 mg/dm2 |
| Serija 7000 | 950 mg/dm2 |
| Zlitine za litje z bakrom <2% in/ali silicijem <8% | 950 mg/dm2 |
Visoka trdota in kompaktnost plasti oksida ter stolpčasta struktura omogočajo trdi anodizaciji doseganje visoke odpornosti proti obrabi, večje od kemičnega niklanja in primerljive s kromiranjem dura a spessore. Taber Abraser je test, ki določa obrabo prevlek pri drsenju po abrazivnih kolesih. Po ISO 10074 mora biti po 10.000 ciklih izguba mase manjša od naslednjih vrednosti:
| Zlitina | maks. izguba teže |
|---|---|
| Zlitine za plastično obdelavo | 15 mg |
| Serija 2000 | 35 mg |
| Serija 5000 z magnezijem >2% | 25 mg |
| Serija 7000 | 25 mg |
| Zlitine za litje z bakrom <2% in/ali silicijem <8% | - |
Hrapavost
Trda anodizacija prispeva k rahlemu povečanju hrapavosti površine in to je bolj opazno na površinah z nizko hrapavostjo zaradi mehanske obdelave.
Trda anodizacija OX-W ima značilnost, da omejuje povečanje hrapavosti površine. Z uporabo nekaterih specifičnih aluminijevih zlitin in določitvijo pravilnih operativnih parametrov je mogoče ohraniti končno hrapavost pri vrednostih, nižjih od 0,5 Ra.
Stik z živili
Predpis “EN 14392 Requirements for anodized products for use in contact with foodstuff” določa zahteve za obdelave anodizacije na delih iz aluminija, namenjenih stiku z živili.
Obdelave, ki jih izvaja Durox srl, so skladne s predpisom EN 14392, če so izpolnjene naslednje zahteve:
- Kemična sestava aluminijevih zlitin delov, ki jih je treba anodizirati, mora biti skladna z zahtevami predpisov EN 601 ali EN 602, kolikor je to primerno.
- Obdelave anodizacije morajo biti podvržene fazi fiksiranja, ki mora biti izrecno zahtevana.